
Cos’è la Nichelatura Elettrolitica e Perché Farla in Casa
L’idea di eseguire una nichelatura elettrolitica fai da te è seducente per molti appassionati di restauro, modellismo o per chiunque abbia bisogno di proteggere e abbellire piccoli oggetti metallici senza ricorrere immediatamente a un servizio industriale. Ma in cosa consiste esattamente questo processo e perché, nonostante la sua complessità, attira così tanti makers? La nichelatura elettrolitica, nota anche come galvanostegia, è un trattamento superficiale che utilizza un processo elettrochimico per depositare un sottile strato di nichel sulla superficie di un metallo conduttore. Questo rivestimento non è solo un vezzo estetico, ma un vero e proprio scudo protettivo. Quando si parla di metalli, la sfida più grande è la corrosione e l’usura; un rivestimento di nichel offre una barriera duratura contro questi nemici invisibili. Immaginate di restaurare un vecchio fanale di moto o un componente meccanico vintage: un’applicazione ben eseguita può prolungarne la vita di decenni, ripristinando la lucentezza originale. Affrontare questa tecnica in autonomia richiede pazienza e precisione, ma il risultato di vedere il proprio pezzo passare da opaco e ossidato a lucido e protetto è una soddisfazione impagabile. È fondamentale, tuttavia, approcciare il processo di nichelatura con la dovuta serietà, poiché stiamo maneggiando sostanze chimiche e corrente elettrica.
Differenze chiave tra Nichelatura Elettrolitica e Nichelatura Chimica
Nel mondo dei trattamenti superficiali, spesso si confondono i termini nichelatura elettrolitica e nichelatura chimica (o autocatalitica), ma le differenze sono sostanziali, soprattutto se si intende procedere con un approccio fai da te. La distinzione principale risiede nel meccanismo di deposizione:
- Nichelatura Elettrolitica (Galvanica): Richiede una fonte esterna di corrente elettrica (un alimentatore) per far migrare gli ioni di nichel dall’anodo (il polo positivo, spesso nichel puro) al catodo (il polo negativo, l’oggetto da trattare) attraverso una soluzione acquosa (elettrolita). Il rivestimento è uniforme solo se la distribuzione della corrente è ben gestita.
- Nichelatura Chimica (Autocatalitica): Non richiede elettricità. La deposizione avviene per riduzione chimica, ovvero una reazione catalizzata dalla superficie stessa del pezzo, che estrae il nichel dalla soluzione (tipicamente solfato di nichel). Il vantaggio principale di questo metodo è che garantisce uno spessore estremamente uniforme, anche su geometrie complesse, cavità e filettature, risultando spesso in una lega di nichel e fosforo o boro.
Per l’hobbista che si approccia alla nichelatura fai da te, la variante elettrolitica è generalmente più accessibile in termini di materiali e preparazione dell’elettrolita, sebbene richieda un controllo più attento dei parametri elettrici.
I principali vantaggi del trattamento a Nichel (Resistenza e Finitura Estetica)
Un deposito di nichel non è richiesto unicamente per la sua gradevole finitura estetica, che può variare da lucida a opaca a satinata, a seconda dell’elettrolita utilizzato. I benefici tecnici sono ancor più rilevanti. Un pezzo nichelato acquisisce:
- Elevata Resistenza alla Corrosione: Il nichel forma una barriera efficace, soprattutto se combinato con un sottostrato di rame, rallentando l’ossidazione del metallo sottostante.
- Durezza e Resistenza all’Usura: Sebbene non duro come il cromo, il nichel migliora significativamente la durezza superficiale del pezzo, riducendo l’usura meccanica e l’abrasione.
- Buona Duttilità: A seconda dello spessore e del tipo di bagno, il rivestimento può mantenere una certa duttilità, fondamentale per pezzi soggetti a flessione o stress.
Questi attributi lo rendono ideale per oggetti di uso quotidiano o meccanico che devono resistere nel tempo, come maniglie, rubinetterie, componenti idraulici e minuterie metalliche.
La Preparazione è Tutto: Pulizia e Sgrassaggio del Pezzo
Nella nichelatura elettrolitica fai da te, il successo del deposito finale dipende quasi totalmente dalla preparazione preliminare del substrato metallico. Molti hobbisti inesperti commettono l’errore di sottovalutare questa fase, pensando che l’elettrolita farà la magia da solo. In realtà, qualsiasi traccia di grasso, ossido, sporco o cera sulla superficie del pezzo sarà un “nemico” per l’adesione del nichel. Se il pezzo non è perfettamente pulito a livello microscopico, il rivestimento non aderirà uniformemente, si formeranno bolle o, peggio, si sfoglierà dopo poco tempo. Questo è il principio fondamentale che distingue un lavoro amatoriale da uno professionale.
L’importanza della rimozione di ruggine e ossidi
Prima di qualsiasi sgrassaggio, è imperativo eliminare la corrosione esistente. Ruggine (nel caso del ferro e dell’acciaio) e ossidi (nel caso di rame, ottone o zinco) devono essere completamente rimossi, altrimenti impediscono il contatto elettrico e l’adesione chimica.
Per la rimozione si possono utilizzare diversi approcci:
- Meccanico Abrasivo: Utilizzo di spazzole metalliche, carte abrasive a grana fine o mole. Adatto a pezzi robusti e grandi. Bisogna fare attenzione a non lasciare segni troppo profondi che il nichel non riuscirà a coprire.
- Chimico (Decapaggio): Immergere il pezzo in soluzioni acide (come acido cloridrico diluito, con cautela e massima sicurezza) o specifiche soluzioni di decapaggio industriale che sciolgono l’ossido senza danneggiare eccessivamente il metallo base. Questa è la via preferita per i pezzi con geometrie complesse.
- Elettrolitico (Sgrassaggio Anodico): Un metodo avanzato che utilizza la corrente per pulire la superficie, spesso impiegato nelle fasi finali di preparazione.
I metodi di sgrassaggio più efficaci per il Fai Da Te
Una volta rimossi ruggine e ossidi, si passa alla rimozione dei contaminanti organici come oli, grassi, impronte digitali o residui di lucidatura.
Sgrassaggio chimico: detergenti specifici
Questo è il metodo più comune. Prevede l’immersione del pezzo in una soluzione sgrassante. Per il fai da te, le opzioni spaziano dai semplici detergenti per piatti ad alta concentrazione (per contaminazioni leggere) a soluzioni alcaline calde più performanti, come l’idrossido di sodio (soda caustica) in soluzione, da maneggiare con estrema cautela. L’efficacia aumenta significativamente con la temperatura. L’azione sgrassante deve essere seguita da un abbondante risciacquo, testando la “rottura del velo”: se l’acqua forma un velo continuo sulla superficie, il pezzo è pulito; se l’acqua si ritira lasciando “occhielli” di asciutto, lo sgrassaggio non è completo.
Sgrassaggio meccanico: spazzolatura e lucidatura
Sebbene la lucidatura possa lasciare residui di pasta, una spazzolatura finale con spazzole in fibra o in ottone (per metalli più morbidi) aiuta a rimuovere eventuali particelle rimanenti e a uniformare la superficie, preparandola al meglio per il bagno di nichelatura elettrolitica. Attenzione: dopo la lucidatura, il pezzo deve essere immediatamente sgrassato chimicamente, poiché le paste di lucidatura sono spesso a base di grassi. Un pezzo ben preparato è liscio, privo di imperfezioni visibili e, al tocco, “cattura” quasi il guanto, segno di una superficie metallica esposta e pronta a ricevere il deposito.
Cosa Serve: La Lista dei Materiali Essenziali per il Tuo Kit DIY
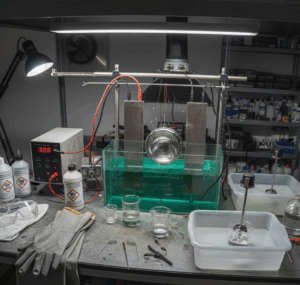
Dopo aver assicurato una preparazione impeccabile del pezzo metallico, è il momento di assemblare la “centrale operativa” per la tua nichelatura elettrolitica fai da te. L’elettrodeposizione non richiede attrezzature fantascientifiche, ma l’accuratezza nella scelta e nell’assemblaggio dei componenti è fondamentale per garantire un deposito di nichel uniforme e ben aderente. Non si tratta solo di mischiare dei prodotti chimici, ma di creare un circuito controllato dove la chimica e l’elettricità lavorano in sinergia. Capire il ruolo di ogni elemento ti aiuterà a diagnosticare e correggere eventuali problemi durante il processo.
L’elettrolita: composizione base della soluzione (Sali di Nichel)
L’elettrolita è, in sostanza, il bagno chimico che contiene gli ioni di nichel da depositare. La ricetta più comune e accessibile per l’hobbista è il cosiddetto Bagno di Watts, che offre un ottimo equilibrio tra velocità di deposizione e luminosità del rivestimento.
Gli ingredienti essenziali includono:
- Solfato di Nichel: La principale fonte di ioni Nichel, responsabile del deposito metallico.
- Cloruro di Nichel: Aumenta l’efficienza anodica e migliora la conducibilità della soluzione.
- Acido Borico: Agisce come buffer, ovvero stabilizza il pH della soluzione. Mantenere il pH in un intervallo stretto (tipicamente tra 4.0 e 5.0) è cruciale; se è troppo acido, il nichel non deposita bene; se è troppo basico, si formano idrossidi.
- Additivi (Opzionale): Per ottenere una finitura lucida, spesso si aggiungono piccolissime quantità di agenti brillantanti organici, che influenzano la cristallizzazione del nichel.
È vivamente consigliato acquistare kit già pre-miscelati se si è alle prime armi, per evitare errori di dosaggio.
L’attrezzatura di base: Alimentatore, anodi e contenitori
La parte elettrica e strutturale richiede attenzione:
Come scegliere l’alimentatore giusto (Voltaggio e Amperaggio)
Un buon rivestimento di nichel dipende dalla densità di corrente applicata, che è la quantità di corrente (Ampere) per unità di superficie del pezzo
- Tipo di Corrente: Deve essere una corrente continua (DC) ben filtrata. Un alimentatore da banco stabilizzato è l’ideale.
- Controllo: Deve avere la possibilità di regolare sia il voltaggio che l’amperaggio. La tensione tipica di lavoro è bassa ma è l’amperaggio a determinare la velocità e la qualità del deposito.
- Calcolo: La maggior parte dei processi di nichelatura richiede da per decimetro quadrato. Misurare la superficie del tuo oggetto e moltiplicarla per la densità di corrente desiderata ti darà l’amperaggio totale necessario.
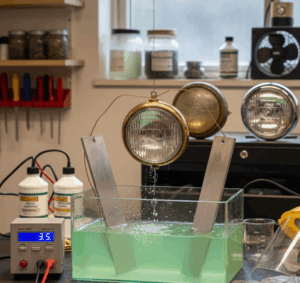
Tipi di anodi (Nichel puro) e loro funzione
L’anodo è il polo positivo e la fonte del metallo di rivestimento. Deve essere di nichel puro al 99% (spesso in forma di piastre o barre). Quando la corrente passa, l’anodo si dissolve lentamente nel bagno, reintegrando gli ioni di nichel che vengono depositati sul catodo. Gli anodi devono essere posizionati in modo da garantire una distanza uniforme dal pezzo (catodo) per prevenire depositi non uniformi. Un anodo inerte (come grafite o acciaio inossidabile) è usato raramente nei bagni di Watts, perché l’anodo deve sciogliersi per mantenere la concentrazione ionica.
Il Processo Passo Passo: Eseguire la Nichelatura Elettrolitica
Una volta che il pezzo è pulito e l’attrezzatura è pronta, l’esecuzione del bagno di nichelatura elettrolitica richiede un approccio metodico. Ogni passaggio è cruciale, in quanto la catena di montaggio del processo è sensibile anche a piccole variazioni di tempo e temperatura. La corretta esecuzione di questa fase garantisce che il tuo sforzo nella preparazione non sia vanificato e che il deposito di nichel sia tenace e esteticamente gradevole.
Il corretto posizionamento di anodi e catodi
Il posizionamento (o hook-up) è un elemento tecnico che influenza direttamente l’uniformità del deposito.
-
Distanza: Anodi e catodo (il pezzo) devono essere distanziati uniformemente. Distanze troppo brevi possono causare “bruciature” (depositi opachi e granulosi) nelle aree ad alta densità di corrente (bordi e punte).
- Agitazione: Molti bagni di nichelatura beneficiano di una leggera agitazione del pezzo o della soluzione (con una pompa o aria compressa non oleosa). Questo aiuta a prevenire l’impoverimento della concentrazione di ioni nichel vicino alla superficie del catodo.
- Supporto: Il pezzo deve essere sostenuto con un gancio o un filo conduttore (spesso rame) che garantisca un contatto elettrico solido. Il punto di contatto lascerà sempre un piccolo segno non rivestito; pianificalo in un’area nascosta.
Settaggio e controllo dei parametri elettrici (Densità di corrente)
Il controllo dei parametri elettrici è la fase più tecnica del processo. La densità di corrente è il fattore più critico per la velocità e la qualità del deposito.
Ecco una tabella comparativa per orientare l’hobbista sulla scelta dei parametri:
| Caratteristica del Deposito Desiderata | Densità di Corrente Media (A/dm2) | Tempo Tipico di Esecuzione (Minuti) | Finitura Superficiale (Aspetto) |
| Bassa Adesione/Velocità | 1.5 | 45 – 60 | Molto Opaca, Finitura non ottimale |
| Standard Fai Da Te (Watts) | 2.5 – 4.0 | 30 – 45 | Semilucida a Lucida (con additivi) |
| Alta Velocità/Industriale | 5.0 | 10 – 20 | Tendenza a “Bruciare” sui bordi, solo per spessori elevati |
Mentre il processo è in corso, è fondamentale monitorare l’amperaggio per assicurarsi che non ci siano fluttuazioni significative che comprometterebbero l’uniformità. Mantenere la temperatura del bagno stabile ne aumenta l’efficienza.
La durata del processo e la fase di risciacquo finale
La durata è determinata dallo spessore di nichel desiderato. Un rivestimento protettivo di base richiede un certo tempo calcolato dalla legge di Faraday (sono uno spessore comune per la protezione). Dopo il tempo stabilito, si interrompe la corrente e si rimuove il pezzo. Il risciacquo è l’ultimo passaggio fondamentale: il pezzo deve essere immerso immediatamente e abbondantemente in acqua distillata o demineralizzata per rimuovere ogni traccia di elettrolita acido. Il mancato risciacquo può portare alla corrosione del deposito nel tempo.
Errori Comuni e Soluzione dei Problemi durante la Nichelatura
Anche con la preparazione più meticolosa, il processo di nichelatura elettrolitica fai da te può presentare delle insidie. La galvanica è una combinazione di chimica ed elettricità, e quando il risultato finale non è quello sperato (ad esempio, il deposito è macchiato, opaco o si stacca), significa che uno o più parametri sono sfuggiti al controllo. Riconoscere i sintomi è il primo passo per diagnosticare il problema e intervenire prima di rovinare il pezzo. Evitare di sprecare tempo e materiali nel fai da te si ottiene imparando dai problemi più frequenti.
L’adesione del deposito non è perfetta: cause e rimedi
Una scarsa adesione è l’errore più frustrante, poiché l’intero deposito di nichel può sfogliarsi o staccarsi. La causa è quasi sempre un’imperfezione nella fase di preparazione:
- Problema: Il rivestimento si stacca (sfogliatura) quando il pezzo viene piegato o manipolato.
-
Diagnosi: La causa è quasi sempre una pulizia superficiale insufficiente o una passivazione (formazione di un sottile strato di ossido) tra la pulizia e l’immersione nell’elettrolita.
-
Rimedi: Ripetere l’intero ciclo di pulizia e sgrassaggio, con particolare enfasi sul risciacquo finale con acqua distillata subito prima dell’immersione. Assicurarsi che il pezzo sia immerso subito dopo l’ultimo lavaggio acido o alcalino, senza che si asciughi all’aria.
Finitura opaca o “bruciata”: come regolare la corrente
Se il deposito è grigio, opaco o ha un aspetto granuloso (spesso chiamato “bruciatura”), il problema è legato alla corrente elettrica o alla composizione del bagno.
- Problema: Superficie opaca o granulosa, specialmente sui bordi.
- Diagnosi:
- Densità di corrente troppo alta: Il nichel deposita troppo velocemente.
- Temperatura del bagno troppo bassa: Rallenta la reazione e peggiora la qualità del cristallo.
- Mancanza di additivi lucidanti (se si vuole un finish brillante).
- Rimedi: Ridurre drasticamente l’amperaggio, se possibile, aumentare leggermente la temperatura del bagno.
Formazione di “buchi” o irregolarità nel rivestimento
I piccoli fori, o pitting, sono difetti comuni e sono spesso causati da bolle di gas (idrogeno) che si formano sulla superficie del catodo (il pezzo da nichelare) e impediscono la deposizione in quel punto specifico.
Checklist Operativa per la Diagnosi dei Difetti:
| Difetto riscontrato | Causa più Probabile | Intervento Pratico |
| Pitting (Fori/Buchi) | Bolle d’aria o particelle nel bagno | Aggiungere un agente anti-pitting e agitare leggermente il bagno (per liberare le bolle). Filtrare la soluzione. |
| Strisce o Righe | Contaminazione del bagno o risciacqui insufficienti | Decantare e filtrare la soluzione. Migliorare l’efficacia dei risciacqui intermedi. |
| Colore scuro/nero | Contaminazione da metalli pesanti (rame, zinco) o pH troppo basso | Eseguire un trattamento di purificazione del bagno (o sostituirlo). Aggiustare il pH. |
| Bassa efficienza | Temperatura troppo bassa o corrente troppo bassa | Aumentare la temperatura e rivedere il calcolo della densità di corrente. |
Sicurezza e Smaltimento: Non Trascurare la Componente Chimica
Quando si parla di nichelatura elettrolitica fai da te, è facile concentrarsi sui risultati estetici e tralasciare l’aspetto più serio: la sicurezza e la gestione dei rifiuti chimici. Il processo utilizza sostanze che, se maneggiate in modo improprio, sono irritanti, corrosive o nocive. Sottovalutare questi aspetti non solo mette a rischio la salute dell’operatore, ma anche l’ambiente, rendendo potenzialmente illegale lo smaltimento domestico dei residui. Lavorare in casa non significa ignorare le norme; significa essere ancor più responsabili.
DPI (Dispositivi di Protezione Individuale) indispensabili
La preparazione e l’utilizzo dell’elettrolita, che contiene spesso solfati e acidi, richiedono l’uso di adeguati Dispositivi di Protezione Individuale (DPI). Questi non sono optional, ma la prima linea di difesa contro schizzi, vapori e contatto cutaneo.
-
Occhiali di Sicurezza o Visiera: Gli schizzi di elettrolita o acido sono il pericolo maggiore per gli occhi.
- Guanti Resistenti agli Agenti Chimici: Non i semplici guanti in lattice, ma guanti in nitrile spesso o in gomma butilica ad alta resistenza, che garantiscono una barriera efficace.
- Grembiule in PVC o Tuta Protettiva: Per proteggere i vestiti e la pelle da schizzi corrosivi.
-
Maschera con Filtri Adeguati: Se si lavora con bagni caldi, possono svilupparsi vapori acidi. Una ventilazione forzata è essenziale, ma una maschera respiratoria con filtri per vapori acidi è una precauzione aggiuntiva.
Ventilazione e lavoro in sicurezza
I bagni di nichelatura rilasciano idrogeno gassoso (infiammabile) e potenziali vapori irritanti (dovuti agli acidi e agli additivi). L’ambiente di lavoro deve essere estremamente ben ventilato. È consigliabile lavorare all’aperto o in un locale con un sistema di aspirazione che convogli l’aria verso l’esterno, lontano da finestre o ingressi di abitazioni. Non eseguire mai il processo in un ambiente chiuso, come un seminterrato o un garage, senza una ventilazione adeguata.
Linee guida per lo smaltimento corretto dei residui chimici
Questo è l’aspetto più importante. Non è possibile smaltire l’elettrolita esausto o l’acqua di risciacquo nel lavandino o nello scarico. Le soluzioni di nichel sono considerate rifiuti speciali pericolosi e sono dannose per l’ambiente acquatico.
Il processo corretto per l’hobbista prevede:
- Neutralizzazione e Precipitazione: Trattare i residui liquidi (elettrolita esausto e acque di risciacquo) con un agente neutralizzante (ad esempio, calce o soda caustica) per portare il pH a valori neutri. Questo fa precipitare il nichel (che diventa idrossido di nichel solido).
- Separazione: Filtrare la parte solida (il fango di nichel) dalla parte liquida (acqua neutralizzata).
- Smaltimento: L’acqua filtrata può essere smaltita a norma di legge (verificando sempre le normative locali), mentre il fango solido contenente il nichel deve essere raccolto, sigillato in contenitori etichettati e consegnato a un centro di raccolta o a un’azienda autorizzata allo smaltimento di rifiuti chimici speciali.
Ignorare queste linee guida sulla sicurezza e sullo smaltimento è non solo irresponsabile, ma può portare a sanzioni legali, oltre a danni permanenti alla salute e all’ambiente
Quando il Fai Da Te non Basta: Rivolgersi a Professionisti
Abbiamo esplorato in dettaglio il mondo della nichelatura elettrolitica fai da te, analizzando la preparazione meticolosa, le sfide tecniche e, soprattutto, l’assoluta necessità di procedere con la massima sicurezza. Sebbene il processo domestico sia una fonte di grande soddisfazione per l’hobbista, è cruciale riconoscere i limiti intrinseci di un’applicazione non industriale. Quando il progetto va oltre la semplice minuteria estetica, i risultati ottenibili con attrezzature casalinghe e reagenti di base difficilmente possono eguagliare la qualità, la durabilità e la precisione dei trattamenti eseguiti da aziende specializzate.
Limiti dei risultati casalinghi rispetto ai trattamenti professionali (es. Deltar.it)
I professionisti del settore, come Deltar, operano con standard che per l’hobbista sono irraggiungibili. I limiti del fai da te includono:
- Uniformità dello Spessore: Nelle geometrie complesse, l’elettrolitica casalinga tende a depositare troppo materiale sui bordi e troppo poco nelle cavità (effetto noto come “tirannia del bordo”). I professionisti utilizzano bagni, agitazioni e correnti ottimizzate per superare questo problema.
- Controllo di Qualità: Le aziende impiegano analisi chimiche strumentali per mantenere l’elettrolita in condizioni perfette e test specifici (come test di spessore e adesione) per garantire che il deposito superi i requisiti industriali.
- Trattamenti Avanzati: Il fai da te è tipicamente limitato al Nichel Solfammato o al Bagno di Watts. Tecnologie avanzate, come la nichelatura chimica ad alto fosforo (per elevata resistenza chimica) o co-deposizioni (Nichel + PTFE per attrito ridotto), richiedono impianti che non sono replicabili in casa.
Trattamenti avanzati (Nichelatura Chimica ad alto fosforo, ecc.) non replicabili a casa
Quando l’oggetto deve sopportare carichi elevati, resistere ad ambienti marini o a sostanze chimiche aggressive, il rivestimento di nichel deve essere di altissimo livello. Questi trattamenti richiedono la gestione di sostanze complesse, temperature elevate e precisione assoluta. Se la tua necessità va oltre il restauro estetico, l’unica scelta responsabile e performante è affidarsi a chi, come Deltar, fornisce da anni trattamenti di precisione per superfici.
In conclusione, l’esperienza della nichelatura elettrolitica fai da te è educativa e gratificante per i piccoli progetti. Tuttavia, per garantire la massima performance, la conformità agli standard di settore e la sicurezza assoluta, in particolare per pezzi destinati all’industria o a uso professionale, l’intervento di esperti rimane l’unica via.